
What Should Buyers Confirm Before Machining Nickel and Titanium Alloys?
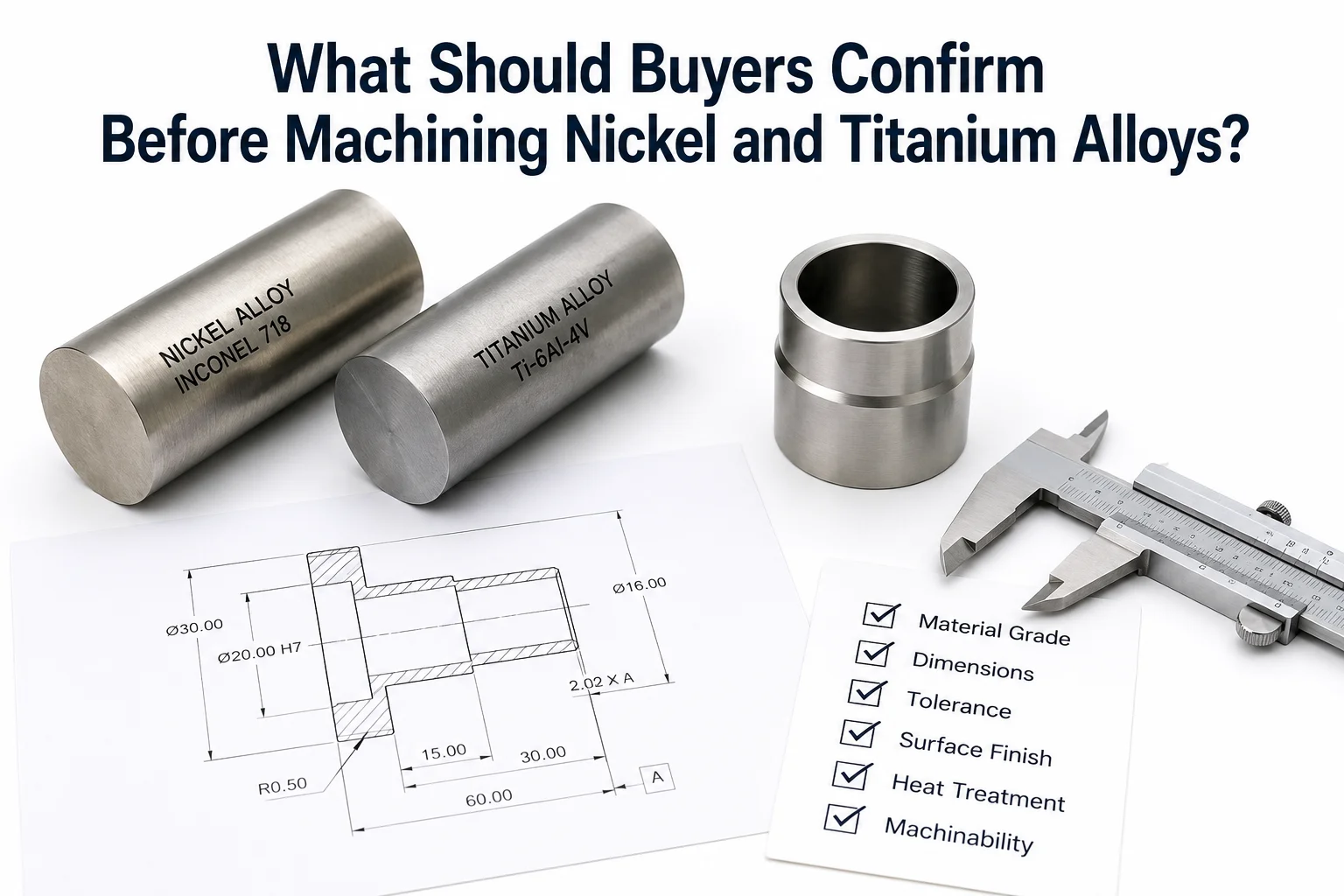
Machining nickel and titanium alloys can be challenging if the material grade, heat treatment condition, hardness, machining allowance, surface condition, and inspection scope are not confirmed before production. These alloys are widely used in demanding applications because they offer high strength, corrosion resistance, heat resistance, low density, or long-term reliability. However, the same properties that make them valuable can also make them more difficult to machine.
Before machining nickel and titanium alloys, buyers should confirm the exact material grade, UNS number, product form, heat treatment condition, hardness, surface condition, machining allowance, final application, tolerance requirements, testing documents, MTR, heat number traceability, and supplier quality control. Inconel is known to be difficult to machine because of rapid work hardening, while Ti-6Al-4V has low thermal conductivity that contributes to relatively poor machinability.
When customers buy nickel alloy bars, titanium alloy bars, nickel alloy tubes, or titanium alloy tubes for machining, the conversation should not stop at size and price. A material may be correct by grade name, but still create machining problems if the condition, hardness, straightness, surface allowance, or documentation is unclear.
For example, a customer may ask for “Inconel 718 bar,” but the machinist may also need to know whether it is solution treated, aged, annealed, cold worked, ground, peeled, or supplied with machining allowance. A customer may ask for “Ti-6Al-4V bar,” but the final part may require tight tolerance, controlled surface finish, or special inspection.
Successful machining starts before the cutting tool touches the material. It starts with correct material selection, clear technical communication, and reliable documentation.
Quick Checklist Before Machining Nickel and Titanium Alloys
Before machining starts, buyers should confirm these points with the material supplier, machining shop, and engineering team.
| Item to Confirm | Why It Matters |
|---|---|
| Exact Material Grade | Different nickel and titanium alloys machine differently |
| UNS Number | Avoids confusion between similar trade names or alloy families |
| Product Form | Tube, pipe, round bar, forged bar, rod, billet, or cut blank |
| Standard | ASTM, ASME, EN, ISO, AMS, or customer specification |
| Heat Treatment Condition | Affects hardness, strength, machinability, and final properties |
| Hardness Range | Helps choose cutting tools, feed rate, speed, and machining strategy |
| Surface Condition | Pickled, peeled, ground, polished, bright annealed, or machined |
| Machining Allowance | Ensures enough material remains for final size and finish |
| Straightness / Roundness | Important for shafts, precision bars, tubes, and long parts |
| Final Application | Determines tolerance, finish, cleanliness, fatigue and corrosion risk |
| Testing Documents | MTR, heat number, chemical and mechanical properties |
| NDT Requirements | UT, ET, PT, PMI, or other inspection if required |
| Post-Machining Treatment | Heat treatment, polishing, passivation, cleaning, coating, or inspection |
| Packaging and Protection | Prevents scratches, contamination, bending, or surface damage before machining |
If these details are not clear before ordering, the buyer may face tool wear, rework, dimensional rejection, surface defects, or project delays.
Why Are Nickel and Titanium Alloys Difficult to Machine?
Nickel and titanium alloys are not like ordinary carbon steel, aluminum, or general stainless steel. They often require more careful control of tooling, cutting parameters, coolant, fixturing, and inspection.
Nickel and titanium alloys can be difficult to machine because of high strength, work hardening, low thermal conductivity, chemical reactivity, tool wear, surface integrity requirements, and tight tolerance demands. These factors affect tool selection, cutting speed, feed rate, coolant strategy, chip control, and final inspection.
Nickel Alloys
Nickel alloys are often selected for corrosion resistance, high-temperature strength, oxidation resistance, and performance in aggressive environments. However, these same properties can create machining challenges.
Inconel is difficult to shape and machine using traditional cold forming techniques because of rapid work hardening. After the first machining pass, work hardening can affect the workpiece or cutting tool during later passes. Age-hardened Inconel alloys such as Inconel 718 often require controlled cutting strategies and suitable tooling.
Inconel 718 is a nickel-based superalloy known for high strength, resistance to elevated temperatures, corrosion resistance, oxidation resistance, fatigue resistance, and creep resistance at temperatures up to about 700°C. These properties make it valuable for aerospace, petrochemical, power generation, valves, fasteners, and high-performance components, but they also mean machining should be planned carefully.
Titanium Alloys
Titanium alloys are valued for low density, strength-to-weight ratio, corrosion resistance, and use in aerospace, marine, medical, and high-performance equipment applications.
Ti-6Al-4V has very low thermal conductivity at room temperature, which contributes to its relatively poor machinability. Low thermal conductivity can concentrate heat near the cutting zone, which may reduce tool life or affect surface quality if cutting parameters, tooling, and coolant are not properly controlled.
Titanium alloys are light, strong, corrosion-resistant, and used in aerospace, medical, marine, offshore, and highly stressed components. However, machining titanium requires careful attention to heat generation, tool wear, chatter, galling, chip control, and surface integrity.
Which Material Properties Should Be Confirmed Before Machining?
Knowing only “nickel alloy” or “titanium alloy” is not enough. Buyers should confirm the exact grade and material condition.
Key Material Properties
| Material Property | Why It Affects Machining | Risk If Ignored |
|---|---|---|
| Hardness | Affects cutting force, tool wear, feed rate, and cutting speed | Tool breakage, poor finish, dimensional errors |
| Strength | Higher strength usually requires more rigid tools and machines | Excessive tool load and slow production |
| Work Hardening | Material may harden during cutting | Difficult second pass, surface damage, tool wear |
| Thermal Conductivity | Affects heat dissipation during cutting | Heat concentration, tool softening, surface problems |
| Ductility | Affects chip formation and forming behavior | Burrs, long chips, tearing, or cracking |
| Toughness | Affects chip breaking and tool impact | Chatter, edge wear, tool damage |
| Chemical Reactivity | May influence adhesion and tool-material interaction | Built-up edge, galling, tool wear |
| Elastic Modulus | Affects deflection, especially in thin walls or long parts | Chatter, vibration, dimensional variation |
| Surface Condition | Affects first cut, tool contact, inspection, and final finish | Extra machining, surface defects, rejected parts |
| Heat Treatment Condition | Affects hardness, strength, machinability, and final properties | Wrong machining strategy or final property mismatch |
The material supplier should provide MTR/MTC and heat number traceability so the buyer and machinist can confirm the actual material condition before machining.
How Do Application Requirements Dictate Machining Choices?
The final application determines how strict the machining requirements should be. A rough support bracket does not need the same surface finish, tolerance, cleanliness, or inspection level as a medical component, aerospace part, high-pressure fitting, pump shaft, valve stem, or heat exchanger component.
The part’s final application should guide machining tolerance, surface finish, edge condition, cleanliness, fatigue risk, corrosion risk, and post-machining inspection. Surface integrity describes the surface condition after manufacturing, including surface roughness, waviness, form errors, flaws, and surface layer changes. Surface integrity can significantly affect a part’s function.
Application-Based Machining Considerations
| Application Need | Machining Consideration | Risk If Ignored |
|---|---|---|
| High Pressure / Fluid Flow | Smooth internal surfaces, no burrs, controlled edges | Leakage, turbulence, pressure loss, contamination |
| Corrosion Resistance | Surface integrity, no deep scratches, proper cleaning | Local corrosion initiation or contamination risk |
| Dynamic Loads | Smooth radii, no sharp stress risers, controlled surface finish | Fatigue cracking or reduced service life |
| Tight Tolerances | Stable machining, controlled temperature, precise inspection | Assembly problems or part rejection |
| Sliding Contact | Surface finish, galling resistance, hardness pairing | Seizing, wear, friction problems |
| Medical / Hygienic Use | Controlled roughness, cleanliness, documentation | Acceptance, cleaning, or regulatory problems |
| Aerospace Use | Strict tolerance, traceability, quality system and inspection | Audit or performance risk |
| Chemical Processing | Surface finish, corrosion risk, material compatibility | Premature corrosion or product contamination |
For example, a titanium part for a medical or hygienic application may require controlled surface roughness and cleanliness. A nickel alloy pump shaft may require straightness, roundness, hardness, surface finish, and fatigue consideration. A high-pressure fitting may require burr control, internal surface quality, dimensional inspection, and material traceability.
How Does Part Geometry Affect Machining Complexity?
Even if the material grade is correct, the part geometry can make machining difficult.
Geometry Factors to Review
| Geometry Factor | Why It Matters |
|---|---|
| Thin Walls | More likely to vibrate, deform, or chatter during machining |
| Deep Holes | Require chip evacuation, coolant delivery, and tool stability |
| Small Holes | More risk of tool breakage, burrs, and dimensional issues |
| Long Shafts | Require straightness control, center support, and careful handling |
| Tight Radii | May require special tooling and controlled tool path |
| Internal Grooves | More difficult to inspect and deburr |
| Threads | Need correct tool, surface control, and inspection |
| Keyways / Slots | May create stress concentration if not designed or finished properly |
| Complex 5-Axis Surfaces | Require advanced programming, fixturing, and inspection |
| Tight GD&T | Requires stable process and suitable inspection equipment |
Geometric dimensioning and tolerancing is used to define and communicate engineering tolerances. For nickel and titanium alloy machining, GD&T requirements should be reviewed early because tight tolerances may affect material size, machining allowance, process route, inspection time, and cost.
What Should Buyers Confirm with the Material Supplier Before Machining?
If the material supplier only ships the alloy without clear documents, the machinist may not have enough information to plan a stable process. Buyers should ask for material information before machining starts.
Material verification is essential before machining. A Mill Test Report or Material Test Certificate certifies a metal product’s chemical and physical properties and states compliance with applicable standards. A heat number links the metal product to a specific batch or heat, supporting traceability to composition, manufacturing process, and quality records.
Material Supplier Checklist
| Item | What to Confirm |
|---|---|
| Material Grade | Exact alloy grade and trade name |
| UNS Number | Example: UNS N06625, N07718, N10276, R56400 |
| Product Standard | ASTM, ASME, EN, ISO, AMS, or customer specification |
| Product Form | Tube, pipe, round bar, forged bar, rod, billet |
| Heat Number | Must match MTR, label, marking and packing list |
| Heat Treatment Condition | Annealed, solution annealed, aged, stress relieved, cold worked |
| Chemical Composition | Verified by MTR or chemical analysis |
| Mechanical Properties | Tensile, yield, elongation, hardness where applicable |
| Surface Condition | Pickled, peeled, ground, polished, bright annealed, machined |
| Straightness / Tolerance | Important for shafts, precision bars and long tube machining |
| Internal Quality | UT or other NDT if required |
| Certification | MTR, CoC, inspection report, EN 10204 3.1 / 3.2 if required |
| Packaging | Protection against scratches, dents, bending and contamination |
For nickel alloy bars and forgings used in moderate or high-temperature service, ASTM B637 covers precipitation-hardening and cold-worked nickel alloy rod, bar, forgings and forging stock. The ASTM abstract includes chemical analysis, heat treatment, tension testing, hardness testing and stress-rupture testing.
For titanium bars and billets, ASTM B348/B348M covers titanium and titanium alloy bars and billets. The ASTM abstract states that covered grades should conform to chemical composition requirements and that tensile properties are determined from machined tension specimens.
For nickel alloy seamless pipe and tube such as UNS N06625, ASTM B444 covers nickel-chromium-molybdenum-columbium alloys in cold-worked seamless pipe and tube form. The ASTM abstract includes chemical testing, tensile testing, hydrostatic testing, and nondestructive electric testing.
These standards can help buyers define material requirements before machining.
Can the Machining Supplier Truly Handle Nickel and Titanium Alloys?
Finding a machine shop is not difficult. Finding a supplier with experience in the exact alloy, geometry, tolerance, surface finish, and inspection requirement is more important.
Machining supplier capability should be verified by experience with the exact alloy grade, tooling strategy, machine rigidity, coolant method, fixturing, inspection process, documentation control, and previous similar work. A simple “yes, we can machine it” is not enough for critical nickel or titanium alloy components.
Supplier Capability Questions
Ask the machining supplier:
- Have you machined this exact alloy grade before?
- Have you machined this heat treatment condition before?
- What tooling strategy do you use for this alloy?
- How do you control tool wear?
- What coolant method do you use?
- How do you control chatter and vibration?
- How do you handle chip evacuation?
- How do you protect surface integrity?
- How do you inspect tight tolerances?
- Can you provide first article inspection?
- Can you provide dimensional reports or CMM data?
- Can you maintain material traceability after cutting and machining?
- How do you control burrs, sharp edges, and surface defects?
- How do you handle nonconforming parts?
Generic vs Experienced Machining Supplier
| Area | Generic Machining Response | Better Response for Nickel/Titanium Alloys |
|---|---|---|
| Material Understanding | “Nickel or titanium is fine.” | Confirms exact grade, hardness, heat treatment and machining risks |
| Tooling | General-purpose tooling | Alloy-specific inserts, tool life plan and tool wear monitoring |
| Machine Setup | Standard setup | Rigid fixturing, vibration control and process stability |
| Coolant Strategy | Basic coolant | Coolant method selected according to alloy, geometry and tool path |
| Surface Finish | Final pass only | Surface integrity, burr control and finish inspection considered |
| Inspection | Basic measurement | Dimensional report, CMM if required, surface and tolerance verification |
| Traceability | Limited after cutting | Heat number and batch traceability maintained through processing |
| Documentation | Minimal | Inspection reports, material records and process records available |
The right supplier does not need to promise perfect machining. Instead, they should be able to explain the risks, process route, inspection method and control plan.
What Proof Do You Need for Consistent Machining Quality?
Quality in nickel and titanium alloy machining depends on process control, material traceability, inspection and documentation.
Buyers should request transparent process controls, traceability records, in-process checks and final inspection documents. These records help verify that the finished parts meet drawing, material, surface and performance requirements.
Key Quality Records
| Quality Aspect | Key Checks / Documents | Why It Matters |
|---|---|---|
| Raw Material | MTR, heat number, chemical analysis, mechanical properties | Confirms material identity and batch data |
| Material Traceability | Heat number, lot number, part marking, production record | Maintains traceability from raw material to finished part |
| First Article Inspection | First piece dimensional report | Confirms setup before full production |
| In-Process Inspection | Periodic measurements during machining | Prevents batch rejection and process drift |
| Final Inspection | Dimensional report, CMM data if required | Confirms final part conformity |
| Surface Inspection | Roughness, scratches, burrs, cracks, contamination | Important for corrosion, fatigue, sealing and cleanliness |
| NDT Report | UT, ET, PT, MT if required | Helps detect internal or surface defects |
| Post-Machining Treatment | Heat treatment record, polishing report, cleaning report | Confirms final processing condition |
| Calibration Records | Measuring equipment calibration certificates | Supports measurement reliability |
| Packing Records | Part protection, labeling, packing list | Helps prevent shipment damage and traceability loss |
Ultrasonic testing is a non-destructive testing method used to detect internal flaws or characterize materials. Eddy-current testing is an electromagnetic NDT method used to detect and characterize surface and subsurface flaws in conductive materials.
ISO 9001 is a globally recognized quality management standard that helps organizations establish, implement, maintain, and continually improve a quality management system. However, ISO 9001 does not replace batch-level material verification. For nickel and titanium alloy components, buyers should still review MTR, heat number traceability, inspection reports, and project-specific acceptance criteria.
What Should Buyers Send Before Requesting Machining or Material Supply?
A clear RFQ helps avoid wrong material, wrong condition, insufficient allowance, missing documents, and machining delays.
RFQ Checklist for Nickel and Titanium Alloy Machining Projects
| Area | Information to Provide |
|---|---|
| Drawing | PDF / CAD drawing, revision number, tolerance, GD&T, surface finish |
| Material Grade | Inconel 625, Inconel 718, Hastelloy C276, Monel 400, Ti-6Al-4V, Grade 2 titanium, etc. |
| UNS Number | N06625, N07718, N10276, N04400, R56400, R50400, etc. |
| Product Form | Tube, pipe, round bar, forged bar, billet, cut blank |
| Standard | ASTM, ASME, EN, ISO, AMS, customer specification |
| Size Before Machining | Raw material size, machining allowance, cut length |
| Final Size | Finished dimensions, tolerance, straightness, roundness |
| Heat Treatment Condition | Annealed, solution annealed, aged, stress relieved, cold worked |
| Hardness Requirement | Required hardness range before or after machining |
| Application | Pump shaft, valve stem, fitting, fastener, medical part, aerospace part, heat exchanger component |
| Operating Environment | Temperature, pressure, fluid, pH, chloride, seawater, acid, H₂S |
| Machining Process | Turning, milling, drilling, grinding, threading, polishing, boring |
| Surface Finish | Roughness, polishing, deburring, passivation, cleanliness |
| Testing | Chemical, tensile, hardness, UT, ET, PMI, dimensional inspection |
| Documents | MTR, CoC, heat number, inspection report, CMM report, third-party inspection |
| Packaging | Anti-scratch protection, waterproof packing, labeling |
| Delivery Requirement | Lead time, shipment method, destination port |
The more complete the information, the easier it is for the material supplier and machining supplier to recommend the correct material condition and processing route.
How Can Emily PIPE Support Buyers Before Machining?
At Emily PIPE, we supply nickel alloy tubes, nickel alloy bars, titanium alloy tubes and titanium alloy bars for demanding industrial applications. For customers who need materials for machining, we can help review:
- material grade
- UNS number
- product form
- tube or bar size
- machining allowance
- heat treatment condition
- surface condition
- straightness and tolerance
- applicable standard
- testing requirements
- MTR and heat number traceability
- packing and delivery plan
We support standard and customized specifications according to drawings, technical requirements and application environments. Before customers machine nickel or titanium alloy materials, we help them confirm whether the supplied tube or bar matches the required standard, condition, documentation and processing needs.
Conclusion
Machining nickel and titanium alloys successfully starts before the cutting tool touches the material. Buyers should not only confirm the drawing size. They should also confirm the exact alloy grade, UNS number, heat treatment condition, hardness, surface condition, machining allowance, final application, testing scope, MTR and heat number traceability.
Nickel alloys such as Inconel 625 and Inconel 718 may require careful machining planning because of strength, heat resistance and work-hardening behavior. Titanium alloys such as Ti-6Al-4V may require careful heat and tool-wear control because of low thermal conductivity and machining sensitivity.
The safest approach is to connect material selection, supplier documentation, machining strategy, inspection and final application before production begins.
If you need nickel alloy tubes, nickel alloy bars, titanium alloy tubes or titanium alloy bars for machining, you can send us your drawing, material grade, size, standard, heat treatment requirement, machining allowance, testing requirements and application environment. Our team can help review the material scope and provide a quotation based on your real project needs.



