

Materials for Heat Exchangers
Nickel Alloy & Titanium Alloy Materials for Heat Exchangers
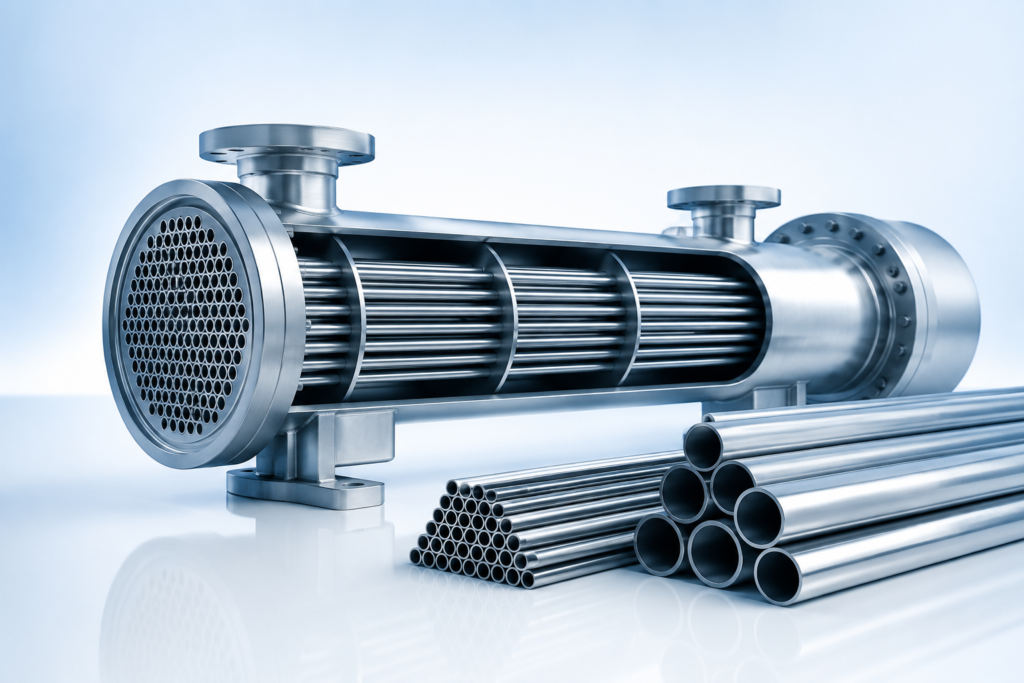
Emily PIPE supplies nickel alloy and titanium alloy tubes and bars for heat exchanger applications where corrosion resistance, heat transfer reliability, pressure resistance, temperature stability, and long service life are required. Our materials are suitable for shell and tube heat exchangers, condensers, evaporators, coolers, heaters, reboilers, seawater heat exchangers, chemical heat exchangers, power plant condensers, oil and gas process coolers, desalination systems, and high-temperature or highly corrosive heat transfer equipment. We support standard and customized alloy materials according to working medium, temperature, pressure, tube size, wall thickness, surface finish, inspection requirements, and project documentation needs.

Alloy Integrity in Extreme Environments
Key Component Areas
Technical Challenges
Our Metallurgical Solution
Recommended Products
| No. | Application System | Core Components | Recommended Products | Supply Forms |
|---|---|---|---|---|
| 1 | General Chemical Heat Exchanger System | Heat exchanger tube bundles, tube sheets, headers, baffles | Hastelloy C276 Seamless Tube & Bar | Seamless Tube, Welded Tube, Round Bar, Forged Bar |
| 2 | Oil & Gas Heat Exchanger System | Oil and gas cooler tube bundles, condenser tubes, heat exchanger tubes | Inconel 625 Seamless Tube & Bar | Seamless Tube, Welded Tube, Round Bar |
| 3 | Power Generation Heat Exchanger System | Boiler feedwater heater tubes, condenser tubes, flue gas heat exchanger tubes | Incoloy 825 Seamless Tube & Bar | Seamless Tube, Round Bar |
| 4 | Seawater Desalination Heat Exchanger System | Multi-effect distillation heat exchanger tubes, RO pretreatment heat exchanger tubes | Titanium Grade 2 Seamless Tube | Seamless Tube, Welded Tube |
| 5 | Food & Pharmaceutical Heat Exchanger System | Sanitary grade heat exchanger tubes, evaporator tubes, condenser tubes | Titanium Grade 2 & Grade 7 Tube & Bar | Seamless Tube, Precision Tube, Round Bar |
| 6 | High-Temperature Process Heat Exchanger System | High-temperature flue gas heat exchanger tubes, cracking furnace heat exchanger tubes, furnace tubes | Incoloy 800H / 800HT Seamless Tube | Seamless Tube, Thick-Wall Tube |
| 7 | Cryogenic Heat Exchanger System | Air separation unit heat exchanger tubes, LNG heat exchanger tubes | Inconel 600 Seamless Tube & Bar | Seamless Tube, Round Bar |
| 8 | Acidic Medium Heat Exchanger System | Sulfuric acid cooler tubes, hydrochloric acid heat exchanger tubes, acidic wastewater heat exchanger tubes | Hastelloy B3 Seamless Tube & Bar | Seamless Tube, Round Bar |
| 9 | Seawater Cooling Heat Exchanger System | Power plant seawater condenser tubes, marine seawater cooler tubes | Titanium Grade 12 Seamless Tube | Seamless Tube, Welded Tube |
| 10 | High-Pressure Heat Exchanger System | High-pressure hydrogenation heat exchanger tubes, ammonia synthesis plant heat exchanger tubes | Inconel 718 Seamless Tube & Forged Bar | Seamless Tube, Forged Bar, Round Bar |
Supporting Diverse Critical Sectors
Explore our high-performance metal supply solutions for other demanding engineering fields.